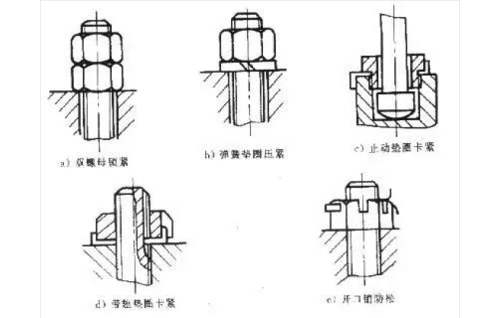
此外,阀门用来防松的方法有骑缝螺钉(骑马螺钉)固定法和点铆法,这两种方法都用在不常拆卸的场合。点铆法是将螺母与螺栓啮合的螺纹处用洋冲点铆两点或两点以上的位置,使螺纹处相互挤压变形达到防松的目的。如果螺母松动用以上方法难以解决,可用粘接法。
COPYRIGHT 2005-2018 中特检阿斯米技术检验(北京)有限公司 版权所有 京ICP备15054321号-1 | 关于我们 | 站点地图 | 友情链接 | 免责声明 | 技术支持:北京网站建设 原创先锋
COPYRIGHT 2005-2018 中特检阿斯米技术检验(北京)有限公司 版权所有 京ICP备15054321号-1
关于我们 站点地图 首页新闻中心免责声明
技术支持:北京网站建设 原创先锋


 400-101-0869
400-101-0869
